






Первый станок с числовым программным управлением (NC) был создан в 1940-х годах и работал на перфоленте. Его разработали Джон Т. Парсонс и Фрэнк Стулен из Траверс-Сити, штат Мичиган. Парсонс, владевший Parsons Corp., впервые задумался об этой идее, исследуя детали для вертолетов, требовавшие особых сложных конструкций. За свою работу над этим станком Стулен даже получил Национальную медаль за технологии и инновации в 1985 году. В последующие годы были интегрированы дополнительные возможности NC-технологии и компьютерного управления. Станки NC быстро эволюционировали в станки с ЧПУ (числовым программным управлением), которые стали настолько популярны, что для них было создано множество языков программирования, потребовавших стандартизации. Сегодня обычно используется язык программирования G-code. Еще одним крупным шагом вперед стали системы постобработки. Программы CAD формируют конструкции, а ПО CAM преобразует их в траектории инструмента и перемещения станка. Постпроцессор преобразует вывод CAM в код, читаемый конкретным используемым станком. Иными словами, постпроцессоры переводят данные из систем CAM в G-code, который могут интерпретировать станки с ЧПУ. Это развитие позволило адаптировать проекты CAM для любого требуемого станка, повысив универсальность и удобство всего процесса. По мере снижения цен на компьютеры в 1960-х и 1970-х годах станки с ЧПУ становились все более доступными. Сегодня 5-осевые станки уже не являются эксклюзивом только для ведущих предприятий. Современные системы CAM также позволяют менее опытным операторам управлять станками, делая их доступными и для неспециалистов. В сочетании с отказом от ручного переустановления заготовки управление персоналом стало значительно проще. Улучшенная автоматизация и качество производства побудили больше компаний внедрять станки с ЧПУ. Что касается многоосевых станков, их повышенная сложность означала, что до достижения доступной стоимости прошло гораздо больше времени. Раньше их можно было встретить в основном только у крупных аэрокосмических компаний, располагающих бюджетом и экспертизой для разработки нестандартных проектов. Сегодня многоосевые станки — обычное явление в любой мастерской. Это относительно недавнее событие. Лишь в 2009 году 5-осевые станки были официально включены в Список контроля коммерческой продукции Министерства торговли США. Министерство обороны США отнесло их к передовым технологиям, имеющим значение для национальной безопасности, и экспорт этой продукции был подвергнут строгому регулированию.
читать далее
Сокращение сроков выполнения заказов: 5-осевые станки требуют меньше ручного переустановления, поскольку могут автоматически перемещать заготовку. Они также обеспечивают более эффективное движение и позволяют находить оптимальные углы для повышения эффективности резания, благодаря чему вы выполняете детали значительно быстрее. Более высокая точность: Пять осей перемещения обеспечивают значительно более высокую точность по сравнению с 3-осевой обработкой. Все сложные и детализированные элементы обрабатываются быстрее и точнее, что гарантирует полное соответствие готовых деталей требованиям к качеству и эксплуатационным характеристикам. Более короткий режущий инструмент: Благодаря расширенному диапазону перемещений 5-осевого оборудования можно использовать более короткий инструмент. Это устраняет вибрацию, характерную для глубоких резов на 3-осевых станках, обеспечивает более гладкую поверхность и позволяет повысить скорость резания по осям X/Y/Z без чрезмерной нагрузки на инструмент. Новые бизнес-возможности: 5-осевые станки открывают больше возможностей для товаров и услуг, которые вы предлагаете клиентам. Универсальность этой технологии открывает новые перспективы для роста вашего бизнеса.
читать далее
5-осевая обработка, как следует из названия, — это режим обработки на станках с ЧПУ. Она использует линейную интерполяцию движения по любым 5 координатам среди осей X, Y, Z, A, B и C. Станки, выполняющие 5-осевую обработку, обычно называют 5-осевыми станками или 5-осевыми обрабатывающими центрами.
читать далее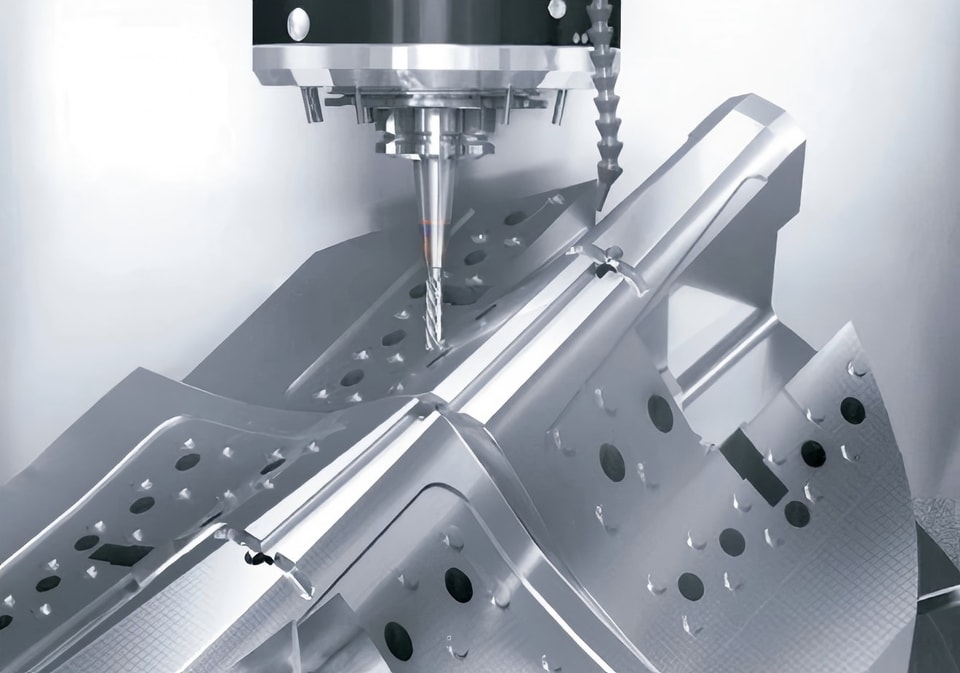
5-осевые станки имеют две дополнительные оси по сравнению с традиционными машинами. «Пять» означает количество направлений, в которых может перемещаться режущий инструмент. Эти две дополнительные оси обеспечивают расширенное вращение и перемещение, позволяя добиться оптимального взаимодействия между режущим инструментом и заготовкой. Что еще важнее, одновременная работа по пяти осям позволяет обрабатывать до пяти сторон детали за одну установку. Поскольку до 60% деталей, изготавливаемых в цехах с ЧПУ, требуют 5-сторонней обработки, этот метод становится все более популярным.
читать далееСВЯЖИТЕСЬ С НАМИ
АДРЕС: No. 97, Sanxiang Road, Development Zone, Kunshan City, Jiangsu Province
Тел.: +86 13912656699
Эл. почта:skeye@skeye-zz.com
О НАС
Мы специализируемся на производстве высокоточного обрабатывающего оборудования, включая 5-осевые обрабатывающие центры, вертикальные/горизонтальные/
портальные обрабатывающие центры, прецизионные обрабатывающие центры для графитовых электродов, гравировально-фрезерные станки и высокоскоростные гравировальные станки.